










Hydrogen from biomass: an agitation perspective

By Gregory T. Benz, LEC Partners/Benz Technology International Inc.
Special to The Digest
There are many ways to produce hydrogen: electrolysis, catalytic methods on alkane gasses, pyrolysis or organic matter and “wet” processing of biomass, usually converting to sugars before conversion to hydrogen. This brief paper is not about the reaction chemistry, but is about the agitation challenges faced when converting biomass using wet chemistry.
The nature of the problem
To maximize process efficiency, it is desirable to minimize the water content carried through the process. This means operating with as high % solids as is practicable. Because biomass is cellular in nature, untreated biomass traps most of the water inside the cells, where it does not contribute to fluidizing the mixture. Of course, agitation/mixing could be carried out in solids mixers, and some early trials did exactly that, at solids concentrations exceeding 30%. But solids mixers are expensive on a per volume basis, and they are not scalable to large sizes. A 10,000-gallon capacity solids mixer is about the largest that can be built. But commodity chemicals such as ethanol and hydrogen would require much larger volumes than that to be commercially viable. Conventional turbine-agitated tanks can be built with capacities of hundreds of thousands of gallons and are much cheaper. However, they cannot handle solids mixtures that do not behave as a fluid. High solids biomass resembles damp peatmoss. Nonetheless, it is highly desirable to find a way to agitate with conventional turbine-agitated tanks to save on capital and operating costs.
Turbine agitator limitations
In order for a turbine agitator to work, the slurry must nominally behave as a fluid. For a biomass slurry to behave as a fluid, there must be enough water to fill in all of the spaces between particles, plus 1-2% more. This is called the “free” water, as opposed to the water bound within the cells. What this means in terms of feedstock % solids depends on the specific feedstock as well as pretreatment method and how much hydrolysis has occurred. Pretreatment and hydrolysis both break down the cell walls, allowing the bound water to escape and contribute to the free water. Below is a rough guide to what a turbine agitator can handle for various conditions.
- Untreated biomass (other than just grinding): 10-15%
- Steam explosion or acid treatment: 15-25%
- 50% conversion: 20-40%
- 100% conversion: at least 50%
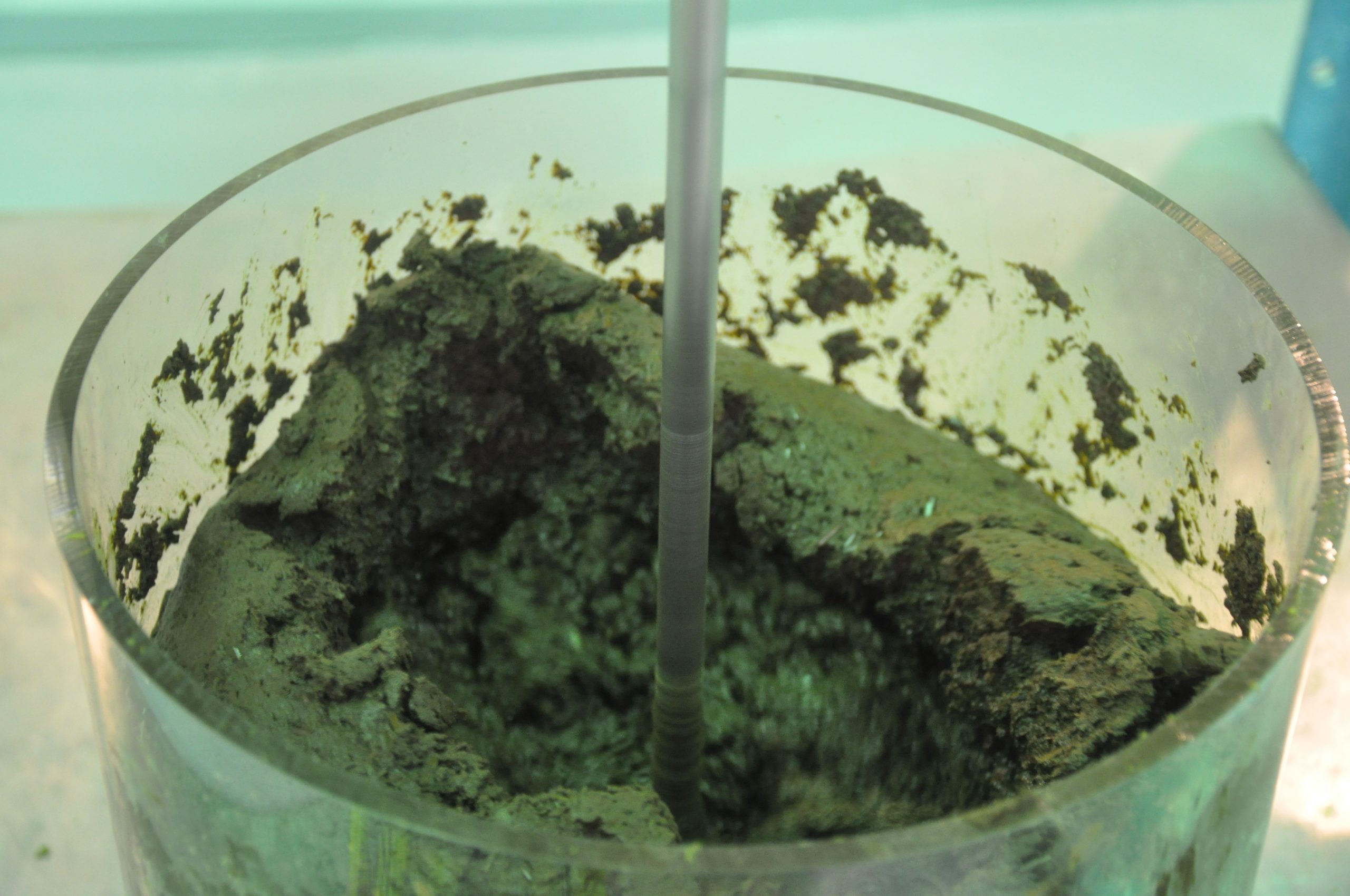
At maximum % solids, the slurry will have a yield stress and will tend to climb the walls in small vessels, as shown in Figure 1.
Lab testing needed: typical results
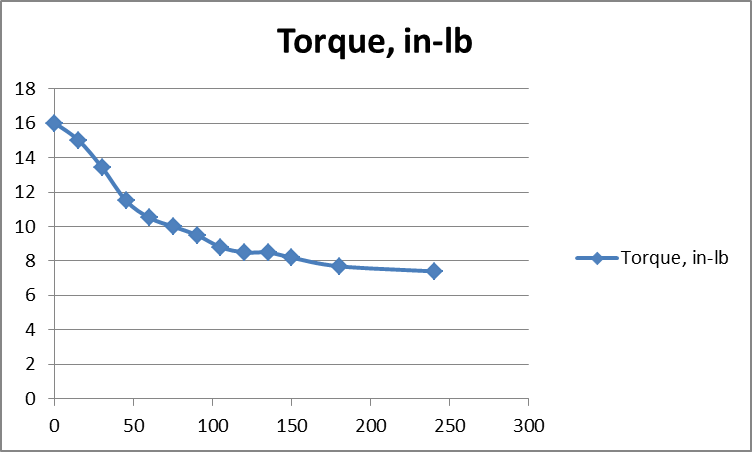
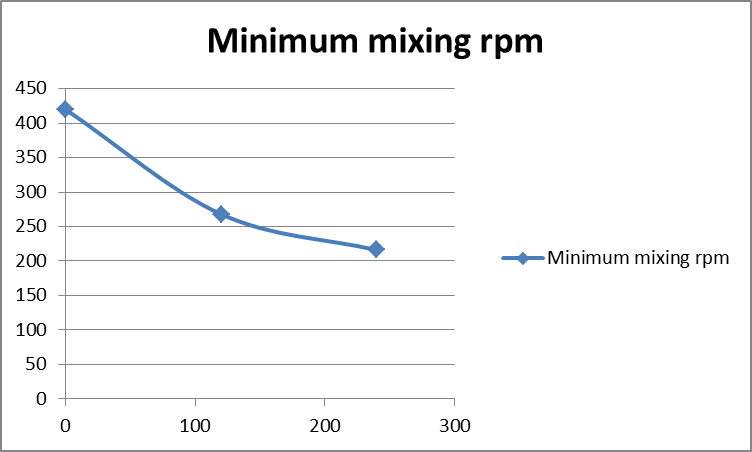
In virtually all cases lab testing will be needed to create a successful design. Both mixing studies and rheology studies are needed. The mixing studies typically determine the speed needed in both upper and lower regions of the tank to create full motion with no dead spots. Since rheology changes considerably with time in a batch reactor after enzymes are added, it is often useful to have tanks in series so that the most difficult agitation job is not required in one batch tank. Figure 2 shows how torque may vary with time at constant shaft speed (time is in minutes after enzyme addition). Figure 3 shows how minimum speed to avoid dead spots can vary with time. The result is that after just 2-3 hours, the torque required to create full motion falls to about 10-15% of the initial torque.
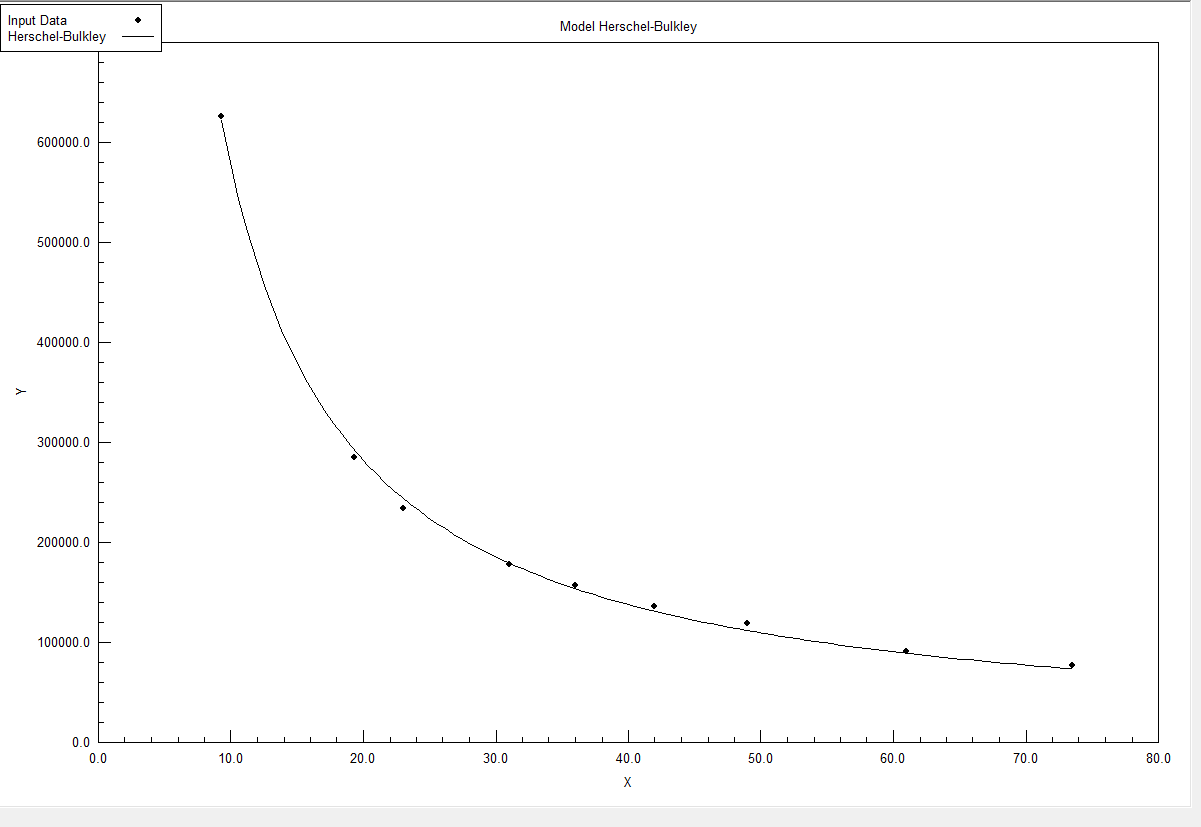
In addition to determining mixing required, it is generally necessary to use the lab agitator as a rheometer. With an impeller of known power draw characteristics, it is possible to derive apparent viscosity vs shaft speed. The techniques to do so are described in references 1 and 5. A fairly typical result for a high-solids bagasse slurry is presented in Figure 4. The x-axis is shaft speed in rpm. As you can see, the apparent viscosity can be quite high.
How to maximize solid % in process feed
It is desirable to feed solids at concentrations greater than 15% in most cases. The above limitations would apply when the whole tank is filled with slurries at the concentrations shown. But there are ways to increase the concentration in the feed while still maintaining effective concentrations in the tank that the turbine agitator can handle. The idea is that the tank is a reactor, and the material in the tank is constantly breaking down and releasing internal water. We can take advantage of this in at least two ways:
- Fed batch. If the tank is started with a heel of low-solids material, high solids material can be added slowly so as to keep the net contents of the tank in the range that the impeller can handle. This can mean feedstock in excess of 30% solids, which would have to be conveyed rather than pumped into the tank. Generally, the filling time is 1-2 hours. When the tank is full, hydrolysis continues, and the end product is similar to many simple grain slurries. Some may choose to transfer to another tank after several more hours to complete the reaction, as a smaller agitator could be used in successive tanks.
- Continuous flow. In this case the tank is full, and the retention time is such that the material in the tank can be handled by a turbine agitator. As in the fed batch case, solids may be fed at concentrations in excess of 30%. Downstream tanks can be added to finish the job, and they can be continuous or set up as a tank farm. Agitators can be smaller in the downstream tanks.
Information needed to design the agitators
Because every feedstock is different, there are no purely predictive methods to design the agitators. Current methodology is to do small-scale testing to determine both the rheology and what is required to achieve full motion in the tank, and then scale-up the design. Issues include required impeller-to-tank diameter ratio, number of impellers, minimum shaft speed to achieve full control, types of impellers and quantity. Torque split with multiple impellers is another issue. The design of agitation equipment for this service cannot be adequately covered in a short article. Much detail is given in the reference list below, and the author is available to help develop the necessary designs.
Commercial implications
For a process to be commercially viable, it must be able to run at a large scale, as the human labor content to run a plant is largely independent of scale. Solids mixers simply cannot be built in the large sizes required in the fuels industry. Tanks with turbine agitators can be built as large as needed. It is also important to use a high % solids, and proper agitator design will allow this. High % solids reduces the size of every piece of equipment downstream, so following the approach in the article will reduce capex of the entire plant.
Reference literature
- Book, “Agitator Design Technology for Biofuels and Renewable Chemicals”, Gregory T. Benz, Wiley Interscience, 2022, ISBN 9781119815495
- Benz, “What Percent Biomass Solids Can Be Agitated With a Turbine Agitator?”, Blog post, Lee Enterprises Consulting blog page, February, 2019
- Benz, “Determining Torque Split for Multiple Impellers in Slurry Mixing”, Chemical Engineering Progress, February, 2012, pp 45-48
- Benz, “Equipment needs to study mixing of fibrous materials”, Biofuels Digest online, April 16, 2018.
- Benz, “Agitation of Fibrous Materials” Chemical Engineering Progress, Volume 106, June, 2010, pp 28-32
- Benz, “Consider Hydrofoil Impellers for Laminar Flow Mixing”, Chemical Engineering Progress, Volume 114, May 2018, pp 30-35
Category: Thought Leadership, Top Stories

